 en
en
 cn
cn  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  pl
pl  vi
vi  hu
hu 




Модуль бурового насоса является важным компонентом конца гидравлического насоса бурового насоса. Потому что рабочее состояние модуля бурового насоса-это суровые рабочие условия, такие как высокое давление, высокая скорость бега и высокий износ. Таким образом, в процессе технического обслуживания и ремонта бурового насоса модуль является расходной частью, которую необходимо часто заменять.
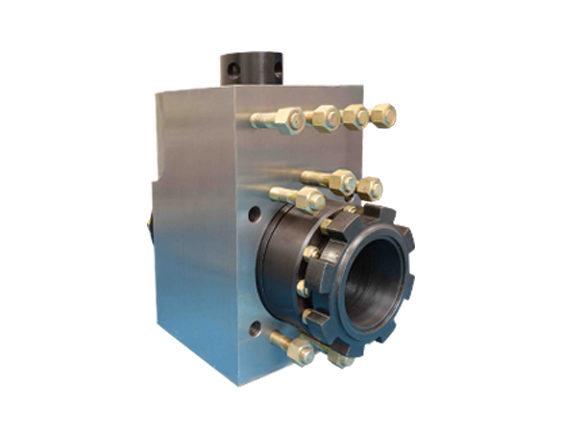
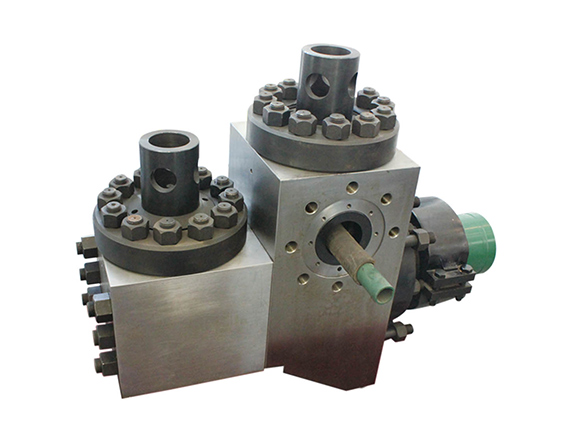
Модуль бурового насоса выкован из высококачественной легированной стали 35CrMo или 40CrMnMo. Он не имеет никаких дефектов, таких как прослойка, трещина, примеси, рыхлость и чрезмерное горение. Сварка не допускается. Продукт находится в полном соответствии со стандартом API7K и проверяется в соответствии с третьей степенью ковки и внутренней закалки, высокой прочностью. Твердость внутренней стенки достигает HB285-330, а механические свойства могут достигать: σ b≥ 850/MPC, σS≥ 670/MPC, δ≥ 15% ψ≥ 13%. Вышеуказанный процесс строго проверен и строгий неразрушающий контроль.